检测类型安全质量检测
样品数量1
测试周期5天
价格面议
报告类型电子档 纸质档
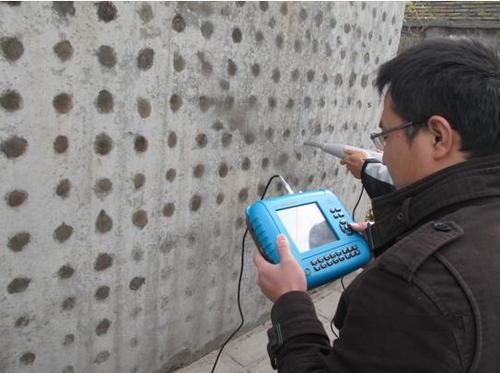
无损检测不损坏试件材质、结构
无损检测的特点就是能在不损坏试件材质、结构的前提下进行检测,所以实施无损检测后,产品的检查率可以达到**。但是,并不是所有需要测试的项目和指标都能进行无损检测,无损检测技术也有自身的局限性。某些试验只能采用破坏性试验,因此,在目前无损检测还不能代替破坏性检测。也就是说,对一个工件、材料、机器设备的评价,必须把无损检测的结果与破坏性试验的结果互相对比和配合,才能作出准确的评定。

铸件钛阀门需要做无损检测。
1、铸件钛阀门需要做无损检测,检测标准为铸件超声探伤标准GB/T7233-1987。
2、对铸件内部缺陷的检测主要常用的是无损检测方法,即射线照相检测、超声检测和涡流检测,其中以射线照相检测方法,因为它能得到反映内部缺陷种类、形状、大小和分布情况的直观图像,涡流检测方法从检测内部缺陷的深度来说是有限的,埋藏深度比较大的内部缺陷难以稳定地检测出来,是一种缺陷图像非直观的检测方法,但是涡流和电磁现像密切相关,因此它对铁磁性材料铸件来说,可以用来按成分、表面硬度和组织等的差异将铸件进行分类。
3、常用的无损检测方法一般是指液体渗透、磁粉、涡流、射线和超声等五种,它们可以满足一般对工件的表面或表层和内部的检测要求。
4、阀门无损检测目前已广泛用于多种行业。分特种设备行业来说,阀门无损检测有以下五大常规检测方法:
1)RT 射线检测 :主要检测材料或工件内部缺陷。
2) UT超声检测 :主要检测材料或工件内部缺陷。
3) MT磁粉检测 :主要检测材料或工件表面、近表面缺陷(铁磁性材料)。
4) PT渗透检测 :主要检测材料或工件表面开口缺陷(非多孔型材料)。
5) ET涡流检测 :主要检测材料或工件表面、近表面缺陷(导电材料)。
5、钛材料铸造是在真空或保护气体条件下将钛材料进行熔炼、浇注成铸件的过程。钛材料铸造是钛材料制备工艺之一,主要应用于航空**工业。

为什么要进行无损检测?
无损检测是发现安全隐患直接且有效的方法之一。特点是不会破坏被测物体,且灵敏度高,可以探测肉眼无法观察的细小缺陷及内部缺陷。
何时需要进行无损检测?
在制造压力容器阶段。
使用后,定期安全检查。
改进生产工艺时,了解制作工艺是否适宜。

正确选用适当的无损检测方法
由于各种检测方法都具有一定的特点,为提高检测结果可靠性,应根据设备材质、制造方法、工作介质、使用条件和失效模式,预计可能产生的缺陷种类、形状、部位和取向,选择合适的无损检测方法。
-/gbahdjj/-
http://ledasic.b2b168.com