检测类型安全质量检测
样品数量1
测试周期5天
价格面议
报告类型电子档 纸质档
无损检测原理
铁磁性材料在磁化后内部产生很强的磁感应强度,磁力线密度增大几百倍到几千倍,如果材料中存在不连续(主要包括缺陷造成的不连续性和结构、形状、材质等原因造成的不连续性),磁力线会发生畸变,部分磁力线就有可能溢出材料表面,从空间穿过,形成漏磁场,漏磁场的局部磁较能够吸引铁磁物质。

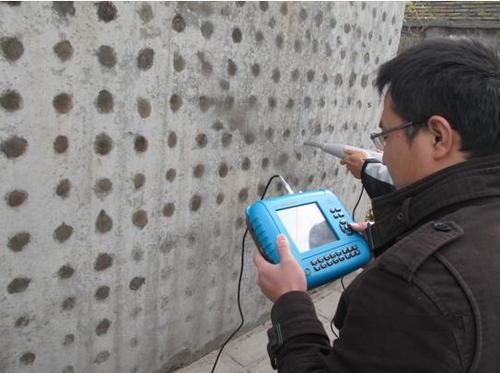
常见的无损检测方法有以下几种,其中为常见的超声检测,超声波检测仪的种类有很多。由通过理论证明,反射定理中,超声波在两种不同介质上会发生反射,通过这样的方式可以检测出产品的具体内部情况。简单来说就是,在均匀的材料中,一旦出现缺陷,将造成材料的不连续,超声波可以通过特性检测出特殊情况。除此以外,还有射线、磁粉、渗透等等检测方式。热像红外、泄漏类的技术没有以上几种常见,但也是无损检测技术。

铸件钛阀门需要做无损检测。
1、铸件钛阀门需要做无损检测,检测标准为铸件超声探伤标准GB/T7233-1987。
2、对铸件内部缺陷的检测主要常用的是无损检测方法,即射线照相检测、超声检测和涡流检测,其中以射线照相检测方法,因为它能得到反映内部缺陷种类、形状、大小和分布情况的直观图像,涡流检测方法从检测内部缺陷的深度来说是有限的,埋藏深度比较大的内部缺陷难以稳定地检测出来,是一种缺陷图像非直观的检测方法,但是涡流和电磁现像密切相关,因此它对铁磁性材料铸件来说,可以用来按成分、表面硬度和组织等的差异将铸件进行分类。
3、常用的无损检测方法一般是指液体渗透、磁粉、涡流、射线和超声等五种,它们可以满足一般对工件的表面或表层和内部的检测要求。
4、阀门无损检测目前已广泛用于多种行业。分特种设备行业来说,阀门无损检测有以下五大常规检测方法:
1)RT 射线检测 :主要检测材料或工件内部缺陷。
2) UT超声检测 :主要检测材料或工件内部缺陷。
3) MT磁粉检测 :主要检测材料或工件表面、近表面缺陷(铁磁性材料)。
4) PT渗透检测 :主要检测材料或工件表面开口缺陷(非多孔型材料)。
5) ET涡流检测 :主要检测材料或工件表面、近表面缺陷(导电材料)。
5、钛材料铸造是在真空或保护气体条件下将钛材料进行熔炼、浇注成铸件的过程。钛材料铸造是钛材料制备工艺之一,主要应用于航空航天工业。

球形储罐安装过程中采用的无损检测技术
球形储罐在现场的组装方法主要有散装法和球带组装法等。散装法是在安装基础上支柱,然后将单块或多块组焊好的球瓣进行吊装;球带组装法是先将球瓣在平台上按不同的球带分别组装,并完成纵缝的焊接,然后再将球带组装成整球,焊接环缝。与压力容器制造车间相比,球罐的现场组装采用手工焊,环境条件较差,且焊缝为全位置焊接,*出现错边、气孔、夹渣、未熔合、未焊透和裂纹等焊接缺陷,因此采用无损检测对焊接质量的控制十分重要。通常对焊缝内部的缺陷采用射线或超声检测方法,对焊缝的表面缺陷采用磁粉或渗透检测方法。
无损检测中心在球罐的制造、安装和使用过程中,对保证其质量和安全运行扮演较其重要的角色。对于制造过程,以球壳板的超声波检测方法为主;对于安装过程,以对接焊缝的射线或超声检测方法为主;对于在用过程的定期检验,以表面检测和声发射检测方法为主。另外,电磁涡流检测和磁记忆检测等新技术在在线检测方面已开始得到应用。可以预计,随着新的无损检测技术的发展,必将有一些检测速度更快、灵敏度和可靠性更高、缺陷显示更直观的新方法在球罐的检测中得到应用。
-/gbahdjj/-
http://ledasic.b2b168.com